
Returning Customer
I am a returning customer
Register Account
If you already have an account with us, please login at the login form.
Your Account Has Been Created!
Congratulations! Your new account has been successfully created!
You can now take advantage of member privileges to enhance your online shopping experience with us.
If you have ANY questions about the operation of this online shop, please e-mail the store owner.
A confirmation has been sent to the provided e-mail address. If you have not received it within the hour, please contact us.
Account Logout
You have been logged off your account. It is now safe to leave the computer.
Your shopping cart has been saved, the items inside it will be restored whenever you log back into your account.
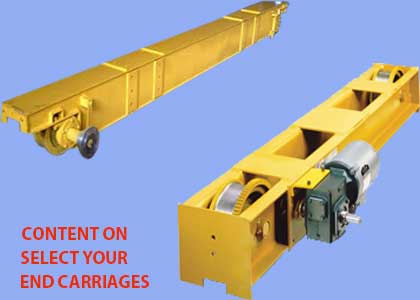
END CARRIAGES / END TRUCKS / END TROLLEYS AS IT IS CALLED NORMALLY.
Ø HOW WOULD YOU BUY END CARRIAGES :
· FIRST WHICH TYPES OF END CARRIAGES ARE SOLD IN THE MARKET,
1). OPEN REDUCTION TYPE:
OPEN REDUCTION TYPE END CARRIAGES ARE THE ONE IN THAT BEARINGS ARE FITTED IN LONG TRAVEL WHEEL ITSELF. TO DRIVE THE LT WHEEL, GEARS ARE MACHINED CUT ON THE WHEEL ITSELF OR SEPARATE GEAR RING IS BOLTED WITH THE LT WHEEL. WHEEL DRIVE PINION (SMALL GEAR) IS FITTED WITH THE GEAR MOTOR OR DRIVE SHAFT COUPLED TO GEAR MOTOR AND AS SUCH L T DRIVE MOTION IS ACHIEVED. THIS TYPE OF END CARRIAGE ASSEMBLIES ARE SUITABLE FOR THE CRANES UPTO 5 TON HAVING SPAN UPTO OR LESS THAN 15 METERS.
NOTE: YET SOME MANUFACTURERS ARE SUPPLYING THIS TYPE OF MECHANISM IN BIGGER SAPN AS WELL AS HIGHER CAPACITIES.
ADVANTAGE: EASY TO FABRICATE AND ASSEMBLE. ECONOMIC IN DESIGN AND MANUFACTURING.
DIS-ADVANTAGE: RAPID WEAR & TEAR.
MORE CHANCES OF MIS-ALINGMENT OF THE WHEELS FROM ORIGINAL POSITION IN FUTURE.
WHEN, HOLE / BORE REQUIRED FOR SHAFT FITTING ON THE STRUCTURE IS NOT DONE BY BORING OPERATION ON BORING MACHINE.
HERE, IN ABSENCE OF THE BORING MACHINE FACILITY, AVAILABILITY IN NEAR BY. THIS HOLE / BORE IS DONE MANUALLY BY GAS CUTTING. IN THAT, THERE ARE PRO CHANCES MIS-ACCURACY IN THE SHAPE, FINISHING AND TOLERANCE. ALIGNMENT OF TWO WHEELS IN-LINE IS DONE MANUALLY WITH WATER LEVEL THAT TOO MAY NOT OBTAIN THE CORRECT ACCURACY.
SHAFTING IS FITTED WITH BEARING AND NOT WITH THE WHEEL, UNDER THE CIRCUMSTANCES, WHEEL LOADS IS DIRECTLY ON BEARING AND NOT ON WHEEL.
OPEN REDUCTION ASSEMBLIES ARE MORE PRONE FOR MAINTENANCE DUE TO MIS-ALIGNMENT (AS DISCUSSED). MORE CHANCES OF BEARING FAILURE. NOISY OPERATION.
WORN OUT OF THE INTER-MEDIATE PAIR OF GEAR-PINION FITTED ON THE WHEEL HAPPENS AT FREQUENT INTERVAL AS THE DIRECT IMPACT IS PASSED ON THIS PAIR WHEN THE LONG TRAVEL MOTION IS STARTED. INCHING IMPARTS MORE JERKS ON THIS PAIR.
L T GEAR BOX IS AT MORE RISK OF WEARING. TWO STAGE GEAR MOTOR IS INCORPORATED TO ACHIEVE THE DESIRED SPEED CONSIDERING THE INTER-MEDIATE PAIR FITTED ON THE WHEEL. AND AS SUCH, HIGHER RATIO GEAR MOTOR IS SELECTED THAT IS PURSUED WITH TWO STAGE REDUCTION GEAR MOTOR RESULTING MORE ROTATIONS OF (RPM) OF THE INTERNAL GEARS OF GEAR BOX. THUS THE LIFE OF GEAR BOX IS COMPROMISED.
AT THE SAME TIME, WHERE COMPACT GEAR BOX OF THREE STAGE IS SELECTED THEN IT IS NOTED THAT THE MODULE OF GEAR – PINIONS ARE SO LIGHT (1 MODULE, 1.25 MODULE OR MAX 1.5 MODULE) THAT THESE PARTS WORN OUT RAPIDLY.
GEAR BOX COST REDUCTION IS STILL DONE BY ALUMINIUM CASTING BODY. CONSTANT START – STOP IMPACTING GENERATES CRACKS ON THE BODY. (ONE OF MY CLIENT FACED THE SAME PROBLEM)
TO ACHIEVE THE DESIRED SPEED: WHEEL DIAMETER PLAYS A VITAL ROLE WHILE CALCULATING THE SPEED. SMALLER THE DIAMETER MORE WHEEL RPM IS REQUIRED TO GET THE SPPED.
IN NUT SHELL: WHEEL ASSEMBLY OF YOUR END CARRIAGE IS AT HIGHER RISK OF FREQUENT MAINTENANCE WHEN ABOVE CASE IS SELECTED TO GET COST EFFECTIVE OR ECONOMIC PRODUCT. ACTUALLY IT PROVES TO BE COSTLY WHEN YOU COUNT YOUR PRODUCTION HALTS AND MAINTENANCE EXPENSES.
2). ‘L’ BLOCK – BEARING HOUSING TYPE
‘L’ BLOCK – BEARING HOUSING TYPE END CARRIAGES ARE THOSE IN THAT BEARINGS ARE FITTED SEPARATELY IN ‘L’ BLOCK TYPE HOUSING OR PEDESTALS. HERE DISTANCE BETWEEN THE BEARINGS IS INCREASED AND LOAD DISTRIBUTION & SUSTAINABILITY ON BEARING IS ENHANCED. WHEEL IS KEY JOINTED WITH THE SHAFT. NO GAP OR HOLLOW SECTION IN THE WHEEL ASSEMBLY AFTER FITTING.
IN ‘L’ BLOCK TYPE REPUTED MANUFACTURER USED TO INCORPORATE SPHERICAL ROLLER BEARING (222- & OR 232- SERIES) THAT HAS MORE DEGREE OF FREEDOM AGAINST MIS-ALIGNMENT.
NOW DAYS, SOME MANUFACTURERS ARE OFFERING NORMAL BALL BEARINGS (6200 & OR 6300 SERIES) ALSO IN ‘L’ BLOCK BUT THEY DO NOT DISCLOSE TO THE CLIENT. THIS FACT IS REVEALED ONLY WHEN CRANE IS UNDER MAINTENANCE.
IN THIS ‘L’ BLOCK – BEARING HOUSING TYPE END TRUCKS, IF PROPER FABRICATION IS DONE AND MOST OF ALL MACHINED PARTS ARE USED PROPERLY, THEN VERY FEW CHANCES FOR END CARRIAGES TO COME UNDER MAINTENANCE.
BEST EXAMPLE OF THIS CAN BE SEEN IN THE CARRIAGES OF RAILWAY COACHES. THEY ARE NOT ‘L’ TYPE BUT BEARING IS FITTED IN THE BEARING HOUSING.
*). WHEEL DIAMETER:
PLAYS A VITAL ROLE WHILE CALCULATING THE SPEED. SMALLER THE DIAMETER MORE WHEEL RPM IS REQUIRED TO GET THE SPPED.
SELECT END TRUCKS WITH THE HIGHER DIAMETER RATHER THAN SMALLER. FOR 5 TON 200 MM, 220MM, 230MM, 240MM, 250MM TREAD DIAMETER AND OUTSIDE DIAMETER PLUS 30MM OR 40 MM TO ABOVE (i.e. – 250MM – 290MM). HERE 250MM DIAMETER SHALL BE CONSIDERED IN DESIGNING SPEED. 40 MM SHALL BE FLANGE TO PREVENT THE DE-RAILMENT.
CRANE LONG TRAVEL TRACK WHEELS ARE DOUBLE FLANGE WHEELS AS THEY DON’T HAVE TO CHANGE THE TRACK.
IF YOU DESIGN THE WHEEL DIAMETER ON THE BASIS OF WHEEL LOAD, THEN 150MM, 160MM & OR 180MM WILL ALSO CAN BE SELECTED, BUT IT ENDS UP WITH HIGHER MAINTENANCE.
*). WHEEL BASE AS PER IS – 3177
1/5 TH OF THE SPAN WHEN SPAN IS LESS THAN 20 METERS.
1/6 TH OF THE SPAN WHEN SPAN IS MORE THAN 20 METERS.
END CARRIAGES ARE SIMPLY SUPPORTED BEAMS IN DESIGN CONSIDERATION.
WHEN, WHEEL BASE IS TAKEN AS PER THE DESIGN STANDARDS, THE OVERALL LENGTH OF THE END CARRIAGE IS INCREASED AND AS A RESULT BENDING MOMENT GENERATED IS HIGHER. HIGHER, THE BENDING MOMENT MORE CHANCES OF BENDING OF BEAM.
REDUCING THE BENDING MOMENT, STRUCTURAL SECTION SHOULD BE HEAVY TO SUSTAIN THE DEFLECTION. AS SUCH STRUCTURE OF THE END TRUCK SHOULD BE STRONG ENOUGH TO WITHSTAND, BENDING AND DEFLECTION OF THE MEMBER.
LOAD TRANSFER MOVEMENT TO WHEEL (WHEEL LOAD) AND IN TURN ON GANTRY IS SLOWER WHEN END CARRIAGES ARE LONGER & STURDY IN STRUCTURE.
OVERALL STURDINESS, RIGIDITY AND STRENGTH OF THE TROLLEY WITH THE CRANE AND GANTRY ARE POWERFUL WITH LONGER & STURDY END CARRIAGES WITH PROPER WHEEL BASE.
